
Se encuentra usted aquí
Agregador de canales de noticias
Proteccion contra el polvo, EPI.
Pues la pregunta es qué es lo que usais contra el polvo cuando teneis mucho que lijar???
Yo he pasado por diversas fases conforme ha ido subiendo mi actividad y os explico:
-no usar nada, con lo problemas consiguientes, mocos negros, lagrimeo oscuro y algún susto en forma de partícula a alta velocidad que impacta en el ojo.
-luego de las recomendaciones de mi Santa pasé a usar mascarillas fpp1 y gafas de estas antiimpactos, mejoraba el tema algo pero seguía moqueando serrín y en los ojos seguía entrando polvo.
-ahora mismo me tapo como una monja, bata, gorra, máscara de esas con filtros que parezco Darkvider y gafas de esas que ajustan en la cara y un aspirador acoplado debajo de donde estoi lijando.
El caso es que con esto último ha mejorado bastante pero sigo con molestias en las vías nasales aunque no tanto en los ojos. El caso es que lo de las gafas es un poema, se empañan cada dos por tres y el problema se acrecienta ya que desde hace un tiempo uso gafas para ver de cerca y no son compatibles con las de protección.
He usado por mi trabajo diferentes tipos de EPIs y a veces son un engorro y terminas muchas veces aparcándolos.
En Youtube he visto gente que usa una especie de snorquel con máscara completa y un cacharro atado a la cintura.
También mejorando la aspiración mejoraría el problema pero de momento eso no es posible.
Perdón por el tochazo pero es algo que me preocupa y creo que no es algo banal, el polvo fino puede llegar al torrente sanguineo y producir cancer entre otras enfermedades incluso por vía ocular.
Pues eso, que usais y/o me recomendais.
Un saludo.
Categorías: Metalurgia, forja y fundicion
The Long View: Daniel Crosby - ‘If You're Excited About It, It's Probably a Bad Idea’
Categorías: Blogs y opiniones de economia en ingles
Wanted: a new economics writer
An opportunity to join the staff of The Economist
Categorías: 3 Noticias economicas ingles
Cuchillo para mi viejo
Hola a todos.
Este nuevo cuchillo lo hice para mi papá que es el cumpleaños dentro de poco.
Fué el trabajo mas rapido que hice, por que lo hice apurado pensando que no me iba a alcanzar el tiempo. Me tomó 1 semana.
Especificaciones:
-Punta: Recta
-Acero: 5160
-Largo total: 30,1 cm
-Largo de hoja: 18,6 cm
-Largo de empuñadura: 11,5 cm (con guarda)
-Grosor: 5 mm
-Material de empuñadura: Madera de Guayubira y pino con separadores plásticos
Imágenes:
El vídeo lo subiré cuando sea la fecha de cumpleaños, el 04/09.
Pero me adelanto con ustedes ya que el vídeo en realidad es más de lo mismo, lo que muestro habitualmente...
Espero que les haya gustado!
Hasta luego.
Categorías: Metalurgia, forja y fundicion
The Promise Of The Joker And The Fool
For those amnesiacs who enjoy Tech bubbles, housing bubbles, and EM currency crises, all at the same time, this is their kind of market. For anyone who can fog a mirror and retains a semblance of memory, this is all just human history's biggest fool's errand...
{kind=link}
My blog posts have become less frequent lately because there are only so many ways to describe mass idiocy, and I am running out of adjectives. As I tweeted recently, only to a species that is close cousin to the baboon does any of this make sense. In the words of Joe Walsh, Mother Nature has her little surprises.
First off, the taper news that came via the Fed minutes two weeks ago led to an immediate selloff followed by a short-covering rally. It was a bear trap. Conversely the follow-on confirmation this past Friday at virtual Jackson Hole that the Fed indeed plans to taper this Fall led to an immediate ramp higher. Time will tell if this last rally is human history's biggest bull trap. The Fed has three meetings remaining in 2021 - Sept. 21-22, Nov. 2-3, and Dec. 14-15. Most pundits are predicting either a September or November taper announcement which means ~4 weeks or 8 weeks. At the same time, Democrats and Republicans will be going head to head over Biden's latest fiscal stimulus proposal. The GOP is hellbent on NOT raising the debt ceiling which could lead to technical default sometime in the next 8 weeks. In August 2011 technical default on Treasury obligations shaved a cool -20% from the S&P 500. But before any of that happens we have the looming expiration of Federal pandemic unemployment assistance on Labor Day this weekend. Which means that regardless of Fed or Congress actions, a major reduction in fiscal stimulus is set to take place imminently, with the economy already slowing and institutions already rotating to recession plays.
Removing unemployment support for the middle class ahead of a looming recession amid Congressional gridlock in world history's largest asset bubble is a recipe for rioting followed by rich man's panic. The house will be moving like a rummage sale. One could not possibly imagine a scenario more conducive to a paradigm shift in "bailout ideology", which is long overdue.
In addition to all of the U.S. risk which is being assiduously ignored by investors, there is the risk out of China which is slowing even faster than the U.S. Recently, the PBOC has been very actively increasing liquidity and cutting its bank reserve ratios which of course is weakening the Yuan. Meaning, the U.S. is about to tighten monetary policy at the same time as China is easing monetary policy, which is 2015 deja vu. Emerging Market disaster. But as we've already seen twice in the past six years, U.S. investors are firmly in the ignoring risk mode of operation.
{kind=link}
Most people don't understand or believe in social mood. They don't acknowledge the extent to which herd thinking guides their own thoughts and actions. They are both beholden to competitive conformity and ignorant of it at the same time. They believe that THEY are fully in charge of their own actions, and it's everyone else who are the blind sheeple. Never before has this widely shared blind spot been more massive and lethal than now. It's clear from this dire set of adverse circumstances that the human mind is only capable of accepting a certain degree of bad news before it enters the mental fetal position which is where this society is hiding right now.
It's clear that the Fed left their foot on the gas too long and now this robo rally in risk assets is out of control. Likewise, they've bailed out corruption so many times that now the record lies are as out of control as this market.
"FOX Business' Stuart Varney, during his latest "My Take" on "Varney & Co.," argued the markets keep climbing despite "pretty grim" news and argues everyone benefits from the surge in wealth creation"
STUART VARNEY: I've been covering the market since 1975. I've seen crashes and rallies, but I’ve never seen a stock price surge like the one we're in right now. It’s a stunner"
Technically it's true. In a Ponzi scheme, the morons who buy grim news with both hands are the sole reason for the record highs.
Below are the "record highs" Reg Varney is referring to:
The U.S. Dow, Global Dow, small caps, and cyclicals have yet to confirm the S&P 500's latest all time high.
{kind=link}
Bond yields are at critical support:
{kind=link}
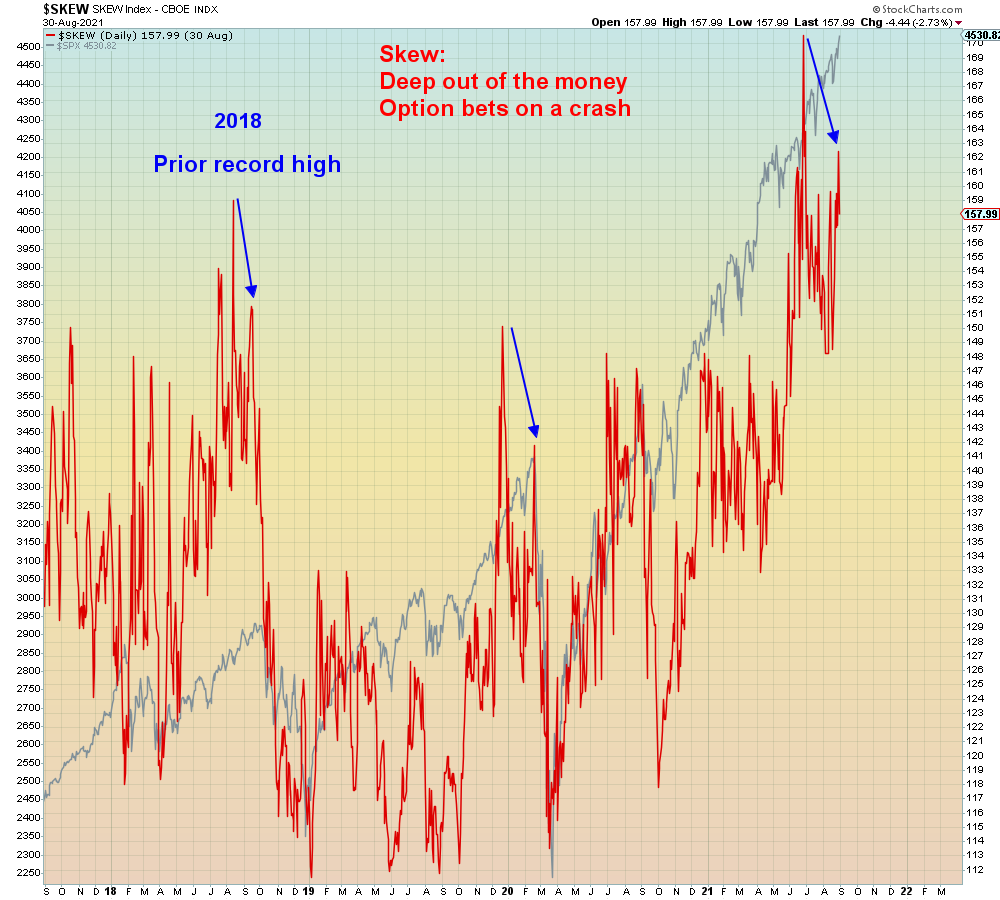
Option skew is tracing out a familiar form. Twenty nine out of the top thirty highest skew readings are ALL in 2021 (since 1990), a staggering statistic.
2021 is officially the year in which the smart money secretly made massive bets on a market meltdown while at the same time telling the public this will all end happily ever after.
{kind=link}
As of yesterday's close, semiconductors were up 8 days in a row - the longest streak since the COVID rally began. This pattern is reminiscent of the February high which happened to be a bull trap:
{kind=link}
"Peter Boockvar, chief investment officer at Bleakley Advisory group, said prices are rising at “a really out of control pace that is unsustainable and unhealthy.”
For now, it's fun and exciting.
{kind=link}
In summary, blatant market manipulation by central banks, Wall Street momentum algos, and Reddit chat rooms has concealed the tremendous risks that lie under the surface of this market. Which has led investors to become massively complacent in the face of lethal risk. Just because market manipulation is now fully legal doesn't make it a great idea.
A lesson this Idiocracy is going to learn the hardest way possible.
Categorías: Blogs y opiniones de economia en ingles
Eurozona: confianza consumidor -1,3 agosto
La confianza de los consumidores de la eurozona declinó ligeramente en el mes de agosto con respecto al mes de julio. Si en mayo se alcanzó la lectura de expectativas económicas más alta jamás registrada en toda la serie histórica, al calor de la actual recuperación económica y salida de las restricciones provocadas por el COVID-19, durante los dos últimos meses las lecturas de optimismo se han moderado, aunque permaneciendo en el rango histórico de este indicador de balance de respuestas.
Categorías: Blogs y opiniones de economia en español
Zoom Stocks Pushes Higher As Hedge Fund Buy More
Zoom Video Communications, Inc. (ZM) saw exceptional performance over the past year, significantly outperforming the S&P 500 and rising by approximately 400.9% compared to the S&P’s gain of about 39.6% since the start of 2020. The positivity continued as hedge funds and institutions actively bought the stock in the second quarter, aligning with the company’s rise on the WhaleWisdom Heatmap to 2 from 25.
Zoom is a technology company known for its communications platform and video collaboration services. The Zoom platform enables video meetings, webinars, online chats, and calls to facilitate communication and collaboration. Also, while based in the United States, Zoom offers the opportunity for international video conference calls. The company provides a basic level of access for free and a subscription service with a greater array of resources and tools. Subscription fees serve as a significant revenue stream that expanded considerably during the coronavirus pandemic when many businesses and educational institutions were forced to transition to remote work and virtual methods of communication. The trend of telework is likely to continue even as the pandemic concludes, as employers that realized the telework cost-savings and morale benefits now embrace a more permanent hybrid work model.
{kind=link}
Hedge Funds Are Buying
Zoom had a favorable second quarter, with hedge funds and institutions adding shares to their portfolios. The aggregate 13F shares held by hedge funds increased to about 45.3 million from 40.3 million, a change of about 12.2%. Of the hedge funds, 30 created new positions, 77 added to an existing stake, 27 exited, and 63 reduced their holdings. Institutions increased their aggregate holdings by about 10.9% to approximately 138.0 million from 124.5 million. The 13F metrics between 2019 and 2021 reflect Zoom’s rising stock price and WhaleWisdom high Heatmap ranking of two.
{kind=link}
{kind=link}
Positive Multi-year Estimates
Analysts expect to see revenue rise over the next three years, with year-over-year growth ranging from 50.9% to 19% between January 2022 and January 2024. These estimates could bring revenue to $5.7 billion by 2024. Analysts also anticipate a rise in earnings that would bring earnings per share to $4.66 by 2022, $4.74 by 2023, and $5.02 by 2024.
Analysts Upgrade
Analysts are predominantly bullish on the stock. Many have likely noted Zoom’s recent August announcement to acquire cloud contact center Five9, Inc. Analyst Steve Enders of KeyBanc Capital Markets upgraded Zoom to overweight and gave it a price target of $428. Enders shared his thoughts that video and cloud communications will be long-term priorities for enterprise information technology to support hybrid work. Morgan Stanley upgraded Zoom’s shares to overweight from an equal weight rating and raised its price target to $400 per share from $360.
Favorable Outlook
Zoom’s history of growth is noteworthy, and the company appears well-positioned to meet the strong demand for its technology. A multi-year outlook for growth brings an additional element for confidence in future performance for this tech company, which should be encouraging for investors.
Categorías: Blogs y opiniones de economia en ingles
The trial of Elizabeth Holmes gets under way
The former boss of a notorious failed health-care startup could face jail
Categorías: 3 Noticias economicas ingles
The West’s withdrawal from Afghanistan is complete
It would be dangerous for America and its allies to turn their backs on the new Taliban government, argues Pakistan
Categorías: 3 Noticias economicas ingles
Consultorio Bursátil – Agosto 2021
Consultorio bursátil de agosto de 2021 en el que Adrián Godás y Paco Lodeiro respondemos a las preguntas de los oyentes
La entrada Consultorio Bursátil – Agosto 2021 aparece primero en Academia de Inversión - Aprende value investing desde cero.
Perpe Global Portfolio: Semana 34
Esta semana casi toda la subida se produjo gracias a los emergentes, con un rebote importante que llevaba esperando desde hacía algún tiempo. Además, creo que esa tendencia positiva puede continuar, aunque implique mayor volatilidad, por lo que incremento un 5% adicional.
Por otro lado, liquido la posición en IBEX 35 ya que está teniendo un comportamiento relativo peor que otros índices europeos.
La subida del Perpe Global Portfolio fue del 1.4%, superando al MSCI AC World EUR que avanzó un 1.1%.
{kind=link}
Categorías: Blogs y opiniones de economia en español
How to Thermal Cycle Knife Steel
Thanks to Jake Smith, Erik Mittag-Leffler, Ashley Wagner, David W. Debora Richards, gspam1, James Straub, Tim Ottawa, Flynn Sharp Knives, David Millington, Joseph Baier, Alex Roy, and Noah for becoming Knife Steel Nerds Patreon supporters! These experiments are very expensive and time consuming so your support is always appreciated.
Podcast Appearances
I appeared on two different podcasts since my last article. On Knife Junkie Podcast we discussed MagnaCut and a range of other topics.
On Mark of the Maker we discussed “Metallurgy Mythbusters” where we went over a bunch of different heat treating myths.
Video Version
I have a YouTube version of the following information in a video below. The content is somewhat different between the video and the article so you may like both.
Thermal Cycling
“Thermal cycling” is very non-specific, it just means heating and cooling steel. It probably isn’t specific enough for our purposes, but it is a common phrase used by knifemakers to refer to the steps they perform after forging but before the final heat treatment. The final heat treatment being the austenitize and quench for full hardness. Some knifemakers are also performing very non-specific cycling, however, with no clear purpose to what they are doing. Instead metallurgists perform specific cycles called normalizing and annealing. This sets up the steel to be soft for machining, drilling, cutting, etc. And for good heat treatment response for hardness, wear resistance, and toughness. Typically no “grain refinement” cycles are added though those are also very popular with bladesmiths so I have shown where they should go in the schematic diagrams below:
Grain Size after Forging
One change that occurs during forging is grain growth. Forging is typically done from very high temperature and with low alloy steels grain growth is very rapid in that temperature range. The amount (and speed) of deformation during forging a knife is not typically great enough to compensate for the effects of temperature. So after forging the grain size is typically relatively large. Here are example micrographs of a low carbon steel after being heated to different temperatures [1]. This steel actually has some micro-alloy added to it to help prevent grain growth so these grains are probably smaller than would be found in steels like 1095 after heating to the same temperatures.
920°C (1685°F) [1]
1000°C (1830°F) [1]
1150°C (2100°F) [1]
1300°C (2370°F) [1]
Another method for estimating grain size is looking at the “fracture grain.” If you break a piece of steel in a brittle condition the appearance of the fracture will correlate with its grain size. The steel must be brittle. Tempered steel and especially soft/annealed/normalized steel will break in a ductile fashion and the fracture will not correlate with the grain size. Below are example fractures from 1084 which were heated to different temperatures for 10 minutes, quenched, and then broken.
1475°F (800°C)
1700°F (925°C)
2000°F (1095°C)
A completely smooth specimen is given a fracture grain size rating of 10 and the coarsest possible appearance is given a rating of 1. This also correlates with ASTM grain sizes. A fracture rating of 10 is approximately equivalent to an ASTM grain size of 10. The ASTM grain size can be converted to an average grain diameter using charts that are available everywhere or by using the conversion equation. Below shows fracture grain size vs temperature for a range of different tool steels. The simple carbon steel W1 sees grain growth at relatively low temperature as you can see. Adding some alloy such as in O7 which has W, V, and Cr leads to less grain growth. A high alloy steel like D2 or T1 sees grain growth at much higher temperatures.
Image from [2]
Microstructure After Forging
The microstructure in terms of what phases are present can vary quite a bit after forging. Mixtures of pearlite, ferrite, austenite, martensite, and carbide can be found with different distributions depending on the forging process, steel, and how fast it was cooled after forging. Below shows the inconsistent microstructure found in O1 and L6 steels after forging.
O1 after forging [3]
L6 after forging [3]
Grain Boundary Carbides
Another issue that can happen with steels during forging is the formation of carbides along the grain boundaries. These are detrimental to toughness and we definitely want to eliminate them.
Carbides on grain boundaries [4]
Heating Up During Normalizing
So in normalizing we want to reduce the grain size from forging, achieve a consistent microstructure, and eliminate grain boundary carbide. While using low temperatures is best for fine grains, the most important thing we need to do is dissolve everything so we can eliminate the inconsistent microstructure and grain boundary carbide. The higher the carbon content, beyond 0.75% carbon, the higher the temperature required for dissolving all of the carbide.
Those are temperatures shown on top of the “equilibrium” phase diagram, meaning very long hold times. Since we will hold for 60 minutes or less for normalizing the actual temperatures we use will be higher to ensure the carbide is dissolved. While carbon is the most important element for dictating the normalizing temperature, other alloying elements can also affect the required temperature. One common one is chromium, which shifts up the required temperatures. This is why 52100 requires higher normalizing temperatures than other simple steels with similar carbon content.
Below shows schematic diagrams for what occurs during heating for normalizing, where first the ferrite/pearlite is dissolved and replaced with austenite, and then with higher temperature the last lingering carbides are dissolved.
Normalizing Temperatures
Below shows recommended temperatures for normalizing from my book Knife Engineering. For many of these you can actually normalize up to 100°F higher than this temperature to ensure everything is dissolved. Heat for 10-15 minutes and then air cool to normalize.
Cooling Down During Normalizing
After we have a microstructure of austenite we want to cool in air to form pearlite. This will leave us with a consistent microstructure going in to our next steps. Carbide and ferrite forms simultaneously on the austenite grain boundaries. Ferrite can accommodate almost no carbon, so the carbon leaves austenite by forming carbides. This creates carbon-lean regions where the ferrite can form. Therefore alternating bands of ferrite/carbide form which is a structure called pearlite.
Adapted from [5]
This same process occurs throughout the steel, with new pearlite grains nucleating at grain boundaries and growing to consume the austenite and replace it with pearlite.
Adapted from [6]
Different cooling rates lead to different hardness. A fast cooling rate leads to finer pearlite and higher hardness. A slow cooling rate leads to coarser pearlite and lower hardness. When air cooling you don’t necessarily have control over the cooling rate, but with thicker or thinner knives this will affect the cooling rate and the resulting microstructure and hardness.
Hardness of 1095 after normalizing with different cooling rates (generated from CCT curves)
1080 steel air cooled [7]
1080 steel furnace cooled [7]
With different steels the hardness of the pearlitic structure is also different depending on the hardenability of the steel. High hardenability steel like O1 will have a relatively high hardness and very fine pearlite. Low hardenability steel like 1095 is lower in hardness. If the O1 is very thin then some martensite may form. If the hardenability is very high like L6 or an air hardening steel then even more martensite forms. We prefer pearlite if possible with normalizing. Below are hardness measurements I made after air cooling 1/8″ stock knife steels:
Annealing
There are several different ways of annealing steel which I have previously covered in two articles: Part 1 and Part 2. But here I will give a brief summary of the different types. Generally what we are looking for is a “spheroidized” structure rather than pearlite. The round carbides are better for machining than pearlite. And the heat treating response is somewhat different.
Subcritical Anneal
If you heat the normalized steel and heat it to high temperature below austenite transformation and hold, it will spontaneously spheroidize. Below are images of 1080 steel being held at 1200°F (650°C) for different times [4].
Normalized [4]
4 hours [4]
16 hours [4]
64 hours [4]
240 hours [4]
360 hours (double magnification) [4]
Temper Anneal
A temper anneal is similar to a subcritical anneal in that you hold the steel just below the critical temperature to reduce hardness. The difference is that you heat the steel above critical and quench first. So it becomes a very high temperature temper to lead to low hardness steel and a carbide plus ferrite microstructure. Carbon precipitates out of the martensite and coarsens. Coarser carbide and less carbon in the martensite means lower hardness.
1084 tempering curve (ASM heat treater’s guide)
400°C (750°F) [4]
500°C (930°F) [4]
600°C (1100°F) [4]
700°C (1300°F) [4]
Transformation Anneal (Divorced Eutectoid Transformation)
The most common anneal is called a transformation anneal also called a divorced eutectoid transformation (DET) anneal. You heat above critical but not so high that you dissolve all of the carbides. And then during slow cooling the steel transforms to ferrite while growing the carbides by diffusing carbon to the carbides.
Image from [8]
The temperature of annealing is very important because if you heat to too high a temperature then too much carbide is dissolved. Without carbide it is more favorable for the steel to form pearlite. Below shows 1080 steel annealed from different temperatures.
1080 steel annealed from 1385°F (a), 1450°F (b), 1600°F (c), 1750°F (d). Image from [9].
Here are recommended annealing temperatures from Knife Engineering for a good DET anneal.
The cooling rate of the anneal is important to the final hardness and microstructure. Datasheets and steel manufacturers use very slow cooling rates that lead to a relatively coarse structure. This is the lowest hardness and most machinable structure. However, with a faster cooling rate the structure is finer which can have certain benefits. Below shows 52100 as-received compared with 52100 that I annealed by placing in vermiculite. You can use cooling rates at about 600°F/hr (300°C/hr) for most low alloy steels.
52100 steel as-received from the steel manufacturer (“slow” DET anneal)
52100 with “fast” DET anneal
Forge Heat Treating
One of the things I wanted to see is how much the prior microstructure affects the response to heat treatment. This is particularly important when heat treating without temperature control where you can’t easily do a soak at the appropriate temperature. The general recommendation to new knifemakers heat treating with a forge is to heat 100-150°F (50-80°C) higher than non-magnetic before quenching. Trying to heat some amount over non-magnetic leaves a lot to skill (and chance) and so I don’t like recommending to people that they perform forge heat treatments. Furthermore, one knifemaker once contacted me about testing 52100 that he had heat treated in a forge to look at different parameters and the toughness was horrible. The fracture grain was very coarse confirming they were overheated.
On the left is overaustenitized steel from the knifemaker heat treating with a forge. On the right is furnace heat treated 52100 with an appropriate austenitizing temperature.
The Experiment
But if the steel could be heated to non-magnetic and quenched for the appropriate microstructure without some unknown degree of heating beyond that, then we could remove a lot of the guesswork. The steel becomes non-magnetic when it has transformed to austenite. Read this article for more on checking steel with a magnet and what happens in the steel. I performed experiments with 52100 and 1084 from Alpha Knife Supply.
With both steels I overheated them at 2100°F (1150°C) for one hour and air cooled. Both were normalized, the 52100 at 1700°F (925°C) and the 1084 at 1550°F (845°C) for 15 minutes and air cooled. That is the normalized condition that I tested. I also tested them with a “fast DET” anneal where they were cooled at 600°F/hr (300°C/hr) after holding at 1450°F for 52100 and 1385°F for 1084, both for 15 minutes. Those temperatures are right about at non-magnetic. These were also compared to the as-received condition from the steel company which has a coarser microstructure as I originally stated.
1084 steel as-received (slow DET anneal). Coarse spheroidized carbides.
1084 normalized. Pearlite microstructure. The diagonal streaks are scratches because I struggled to get a good polish on these soft specimens.
1084 with fast DET anneal. There is some evidence of pearlite so it is probably good that the recommended annealing chart from Knife Engineering is at a slightly lower temperature of 1365°F.
Annealed 1084 showing the decarb layer where grains are visible. This isn’t exactly the same grain size as the rest of the structure because the transformations between carbide/pearlite and austenite also affect the grain size. However, it can provide some indication of the grain size of the bulk material. This is around a 9 ASTM grain size which is very fine. So the normalize and anneal was effective in refining the grain size after the high temperature grain growth treatment.
Quenching and Hardness Testing
I heated each steel to non-magnetic, which was about 1385°F for 1084 and 1445°F for 52100. I went up in 20°F increments until each became non-magnetic. I quenched each in Parks 50 and measured the hardness.
1084 had only 1 Rc difference in as-quenched hardness whether it was normalized for pearlite or heat treated from the as-received condition. It is a simple carbon steel so it is primarily carbon with some Mn and Si added. Carbon diffusion is very fast so even with a coarse spheroidized microstructure the final hardness is comparable.
1084 hardness hardness after quenching from just above non-magnetic:
52100, however, showed relatively significant differences between different prior microstructures. From the normalized condition it was a full 67 Rc after quenching. With the as-received microstructure it was only 60.6 Rc. The fast DET was in the middle though closer to the as-received than to the normalized condition. The chromium addition to 52100 delays the “kinetics” (speed) of the transformation.
52100 hardness after quenching from just above non-magnetic:
The coarse spheroidized structure leads to a relatively long distance that diffusion has to occur. Pearlite is a finer structure where transformation can occur more rapidly. Martensite (quenched steel) essentially has perfectly evenly distributed carbon. If you temper high enough and long enough you do get a structure that starts to look more like a fast DET anneal, however.
Spheroidized carbide schematic
Schematic of pearlite
Schematic of quenched martensite
Effect of Prior Microstructure on 52100 Toughness
In a previous experiment with 52100 steel we found a significant difference in toughness between steel heat treated from the as-received condition and the “fast DET” annealed condition. The finer resulting microstructure apparently increased toughness. However, the hardness of the steel from the as-received condition is 1-2 Rc lower than I would expect. Perhaps the steel was particularly coarse from the manufacturer. Read more about these experiments in this article on heat treating 52100.
Effect of Prior Microstructure on CruForgeV Toughness
We also did a series of experiments on a few years ago with CruForgeV which you can read about in this article. To that set of experiments I added a toughness test from the as-received condition to go with it in the past couple weeks for this article. In the original experiment the steel was forged between 1550°F/845°C and 2000°F/1100°C (the effect of forging temperature was one of the tests performed). Each was normalized from 1600°F/870°C. Then they were given three different anneals:
Subcritical anneal: 1250°F/675°C for 2.5 hours. I don’t think this was long enough for significant spheroidization so it was probably mostly pearlite.
Temper anneal: 1450°F (785°C) for 10 minutes, quench, then 1250°F for 2.5 hours.
Fast DET anneal: 1460°F for 30 minutes followed by 670°F/hr (375°C/hr).
The hardness after 1500°F for 10 minutes, Parks 50 quench, and temper at 400°F is shown below:
Then below is the resulting toughness for the different conditions. This also includes other heat treatments with the fast DET condition to show the overall trends of hardness vs toughness:
So the overall toughness-hardness balance was not really affected by the different prior processing but the finer microstructure anneals did lead to higher hardness as expected. However, the prior microstructure does change the optimal austenitizing temperature range. The datasheet for CruForgeV recommends 1500-1550°F. However, using 1450°F with the fast DET led to similar hardness-toughness to using 1500°F with the as-received condition. And using 1550°F with the fast DET prior microstructure led to terrible toughness. So having the finer microstructure of the fast DET led to a drop of about 50°F in the optimal austenitizing temperature range.
Choosing Between Normalized and Annealed Steel for Final Heat Treatment
One reason that I prefer the fast DET rather than a subcritical anneal, temper anneal, or normalized structure is because of the difference in heat treatment response. When you have control over temperature with a furnace there is a range of hardness and microstructure that you can choose between. But with a pearlitic or martensitic starting microstructure you are basically limited to high hardness. Tempering higher to bring the hardness down would lead to issues with tempered martensite embrittlement. However, as I said before when heat treating in a forge the benefits of pearlite not requiring a soak is probably more useful. See the chart below for 52100:
Adapted from [10]
Cycling for Grain Refinement
As discussed previously in this article, grain refining cycles can be performed in between normalizing and annealing. This is like a normalizing cycle but is done from a lower temperature, such as 1400-1450°F. Cycling from low temperature has been shown to lead to finer grain size such as in the 1060 steel below which was cycled from 1490°F (810°C) [11]:
Overheated at 2000°F/1100°C (a), 1-cycle (b), 3-cycles (c), 5 cycles (d), 8 cycles (e). Image from [11].
Effect of Cycling on Carbide Structure
However, grain refinement is not the only change to the microstructure. This cycling treatment with the 1060 also led to spheroidization of the carbide. After several cycles the microstructure looked pretty close to a fast DET structure.
One cycle (top), 5 cycles (middle), 8 cycles (bottom). Images from [11].
Effect of “Grain Refining” Cycles on Heat Treatment Response
So while I think a pearlite structure is best for a forge heat treatment perhaps we would want to add a grain refining cycle or two to help with the grain size. In my previous 52100 samples I also tried a grain refining cycle from 1445°F after normalizing and compared the hardness to see if there was a difference:
The hardness was somewhat reduced when compared with the original normalized steel. To determine why I looked at the microstructure and found that the steel had partially spheroidized even after only one “grain refining” cycle:
Effect of “Grain Refining” Cycles on 1084 Toughness
I did a set of experiments on 1084 with different prior processing to see if grain refining cycles can improve toughness. For each I heated them to 1475°F for 10 minutes, quenched in Parks 50, and tempered at 400°F/205°C. For one condition I used the steel “as-received” from the steel company. In the other two I overheated both at 2100°F for an hour to simulate grain growth from forging. In one I annealed from 1380°F with no normalizing or grain refining. In the other I normalized from 1550°F, then did two grain refining cycles from 1450°F, and finally ended with the same anneal as the other specimen. The hardness was a point higher on the two specimens that I annealed because of the finer microstructure from the fast anneal. However, the toughness was no different whether I did the grain refining cycles or not. The fracture grain of all of the specimens was fine so it could be that there was no difference as long as the final austenitize was done correctly. Or perhaps the anneal leading to a fine distribution of carbides in combination with a fine grain size meant that the prior normalizing and grain refining had no benefit.
1084 steel overheated and annealed prior to austenitizing
1084 steel overheated, normalized, “grain refined” and austenitized
I still recommend normalizing as that is for the purpose of dissolving everything and having a consistent pearlite microstructure. However, it appears that adding extra grain refining cycles is not necessary for a fine grain size, and led to no improvement in toughness.
Stress Relieving
Another type of heat treatment that can be performed prior to the final austenitize is a “stress relief” treatment. This one is commonly done because of stresses induced in the steel during grinding the annealed steel. If the steel is significantly heated in different portions from grinding this can lead to increased chances of warping or cracking during austenitizing and quenching. A stress relief is typically done from 1200°F/650°C for 2 hours.
Thermal Cycling for Stock Removal?
It is relatively common for knifemakers to do various cycling treatments with low alloy steels even for knives that have not been forged (ie stock removal knives). They typically do this with the goal of grain refinement. However, as shown in the above experiments, the changes to the carbide structure and heat treatment response are much more significant than any changes to grain size. If you are forging some knives and doing stock removal with others, I recommend doing the same set of normalizing and annealing treatments to keep the heat treatments consistent. Otherwise some knives will have different hardness, toughness, etc. If you have a furnace where you can control austenitizing temperature and soak time then the steel is probably fine from the manufacturer. If you are heat treating without temperature control in a forge then it may be better to start with a pearlitic structure from normalizing.
Thermal Cycling Stainless?
Stainless steels and high alloy tool steels cannot be normalized. Most of the steels used in knives still have significant carbide all the way up to melting temperature. So the carbides cannot be dissolved as with low alloy steels. And during air cooling you will get martensite rather than pearlite because of the high hardenability. And as shown in charts earlier in this article, grain size stays fine during forging much better in high alloy steels because all of the carbides “pin” the boundaries preventing grain growth.
If you are forging stainless or high alloy tool steels you should simply anneal instead. You can do a standard datasheet anneal which is a slow transformation anneal. I have not seen research on faster anneals on these types of steels and the rates are likely significantly slower than in low alloy steels so I would probably stick with the datasheet rather than attempting a “fast DET” like I recommend with the low alloy steels. However, one alternative is a temper anneal. The required temperatures and times are significantly higher than low alloy steels but experiments on T1, M1, and M2 high speed steels found an improvement in grain size after the final austenitize and quench if done in a specific way. Read more in this article or in Knife Engineering.
How to “Thermal Cycle” Low Alloy Steels in a Forge
1) Normalize by heating to the approximate recommended temperature and air cool.
Determining the exact temperature can be done by color or maybe with a laser thermometer. My cheap laser thermometer is always way off so I don’t know if more expensive ones can do better. Fortunately normalizing can be done from a relatively wide range of temperature. When the steel is fully magnetic again during air cooling it is done transforming. If heat treating in a forge this is the best microstructure going in to austenitizing because no soak is required.
2) Heat to non-magnetic (and no higher) and then place in vermiculite. This step is recommended if your final austenitize and quench will be done in a furnace.
While it might sound funny to do normalizing and annealing with a forge if you have a furnace, the cycles can be done very rapidly in the forge so it can be more convenient.
How to “Thermal Cycle” in a Furnace
1) Normalize by heating to the recommended temperature for 10-15 minutes and air cool.
2) Anneal by heating to the recommended temperature for 15-30 minutes, cool at 600°F/hr (300°C/hr) to 1100°F. After 1100°F the steel can be furnace cooled or air cooled it doesn’t matter.
Summary and Conclusions
There are a lot of different recommendations for different cycles to perform after forging but those recipes sometimes miss what it is we are trying to achieve with normalizing and annealing. Normalizing is to dissolve everything and have a consistent microstructure. Annealing is to give a spheroidized structure which is easily machinable and easily cut and drilled, and to have consistent final heat treatment response. Grain refining cycles don’t seem to provide any benefits beyond a normalize and anneal in the experiments that I performed. When performing a final heat treatment in the forge there are benefits to having a normalized structure rather than annealing because the heat treatment response is so rapid. That means you can heat to non-magnetic without going hotter and quench from there. I will next be doing experiments with forge heat treatments with a normalized structure in a range of steels to see how well this works for a forge heat treating beginner like me.
[1] Souza, Samuel da Silva de, Paulo Sérgio Moreira, and Geraldo Lúcio de Faria. “Austenitizing Temperature and Cooling Rate Effects on the Martensitic Transformation in a Microalloyed-Steel.” Materials Research 23 (2020).
[2] Roberts, George Adam, Richard Kennedy, and George Krauss. Tool steels. ASM international, 1998.
[3] http://www.georgevandervoort.com/images/met_papers/IronandSteel/ToolSteels_Longest.pdf
[4] Samuels, Leonard Ernest. Light microscopy of carbon steels. Asm International, 1999.
[5] Porter, David A., and Kenneth E. Easterling. Phase transformations in metals and alloys (revised reprint). CRC press, 2009.
[6] Brooks, Charlie R. Principles of the heat treatment of plain carbon and low alloy steels. ASM international, 1996.
[7] Toribio, Jesús, Beatriz González, Juan-Carlos Matos, and Francisco-Javier Ayaso. “Influence of microstructure on strength and ductility in fully pearlitic steels.” Metals 6, no. 12 (2016): 318.
[8] Verhoeven, J. D., and E. D. Gibson. “The divorced eutectoid transformation in steel.” Metallurgical and Materials Transactions A 29, no. 4 (1998): 1181-1189.
[9] Payson, Peter. The annealing of steel. Crucible steel company of America, 1943.
[10] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
[11] Saha, Atanu, Dipak Kumar Mondal, and Joydeep Maity. “Effect of cyclic heat treatment on microstructure and mechanical properties of 0.6 wt% carbon steel.” Materials Science and Engineering: A 527, no. 16-17 (2010): 4001-4007.
The post How to Thermal Cycle Knife Steel appeared first on Knife Steel Nerds.
Categorías: Metalurgia, forja y fundicion
Tres ultimas navajas
Hola amigos!
Os muestro las tres ultimas piezas que he echo recientemente, espero que os gusten!
"Scramasax soul"Navaja con sistema de bloqueo integral tipo "hook lock" con hoja inspirada en scramasax, en acero N690co tanto la hoja como el cuerpo.Con un longitud total de 197mm, un filo útil de 75mm, un ancho de pala de 25mm y espesor de hoja de 4mm.Cerrada mide 128mm y 9mm de espesor, y un peso de 130gr.Cuerpo acabado satinado (ideal para hacerle un buen grabado) y hoja pulida a espejo, que le da un atractivo contraste."Dark Soul"Navaja de fricción en acero N690co y asta de búfalo.Esta navaja es prima hermana de la Scramasax soul, misma hoja pero distinto acabado en empuñadura.Pero las dos igual de cortadoras Hoja con filo útil de 75mm, un ancho de pala de 25mm y espesor de hoja de 4mm.Navaja liner lock "Sherman"Navaja con bloqueo liner lock, realizada en acero bohler N690co para la hoja y la costilla y 420 para los forros, y cachas en asta de búfalo.En este caso, el nombre en referencia al conocido tanke americano Sherman, por qué está navaja es un auténtico tanke jejeje200mm de longitud total, de los cuales 80mm son de hoja, un ancho de pala de 31mm y 4mm de espesor.
Categorías: Metalurgia, forja y fundicion
Resumen semanal bolsas, divisas y materias primas: Semana 34
{kind=link}
{kind=link}
{kind=link}
Categorías: Blogs y opiniones de economia en español
Politics this week
Categorías: 3 Noticias economicas ingles
KAL’s cartoon
Categorías: 3 Noticias economicas ingles
The global ambitions of Lebanon’s hard-pressed olive-oil makers
A tasty diversion from Lebanon’s crisis
Categorías: 3 Noticias economicas ingles
Letters to the editor
A selection of correspondence
Categorías: Blogs y opiniones de economia en ingles
After Afghanistan, where next for global jihad?
The biggest danger is in poor, unstable states where insurgents already control territory
Categorías: 3 Noticias economicas ingles
Despite his shortcomings, Jerome Powell should be reappointed Fed chairman
It would be a bad time to cast any doubt on the Fed’s independence
Categorías: 3 Noticias economicas ingles
Páginas

Custom Search